Lynch were approached by their customer in Dresden, Ontario Canada,
‘Lloyd Clark, of Magnom’s Distributor, Lynch Fluid Controls, North Tonawanda, NY.’
They were experiencing long standing Iron Pyrite contamination in their water systems, this was presenting an ongoing health issue, and was not resolved by expensive fine micron conventional filters.
The Magnom installation was an outstanding success in addressing and resolving their Iron Pyrite problems,
Below are direct quotes from and reported by Lynch and the customer
Unbelievable results!
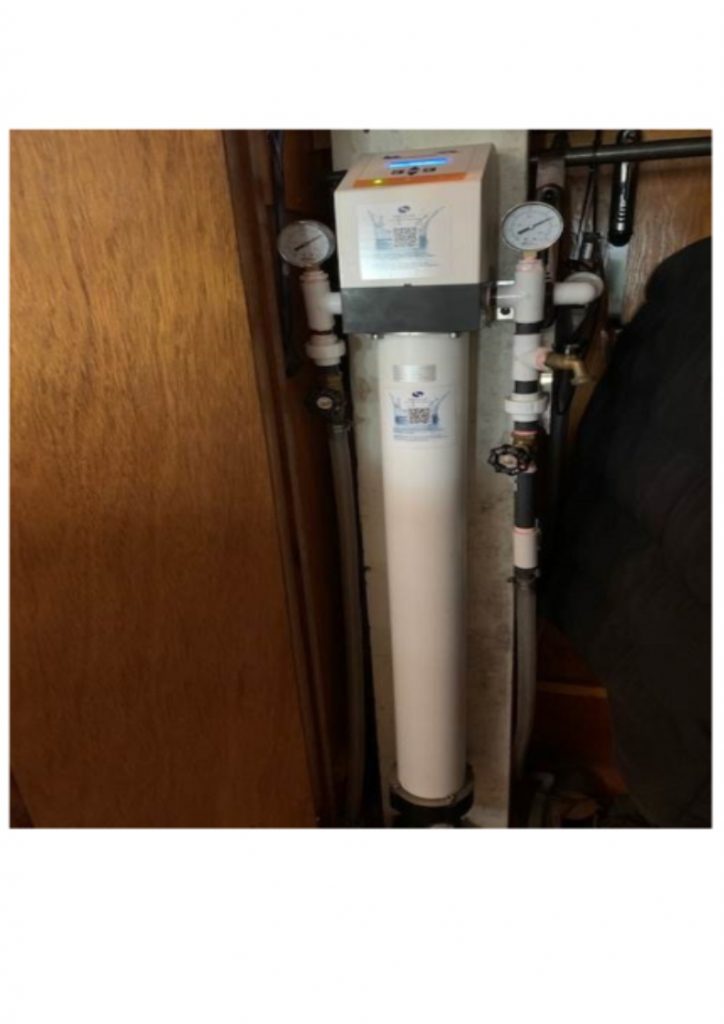
The Magnom is the first line of defense in our water stream, “Magnom’s performance has been exceptional, in just 5 months use !”
The customer :-
Marc J. St. Pierre, also said he is “very pleased with the Magnom trial, the MAGNOM unit is well worth the money”.
Marc said he is amazed at the Magnom’s performance, particularly because the Magnom had just been inspected this week,
TheMagnom’sinitial magnetic cores in the assembly were already 1/2 to 3/4 loaded with pyrite, after 5 months in service. This would indicate that cleaning should be performed every 6-9 months.
THE START OF IRON PYRITE BEING REMOVED BY THE MAGNOM CLEAR UNIT
Downstream are several high performance very small micron, very expensive mechanical filters.
The other filters are $1,000’s CAD each.
A 40 micron nominal, and one 0.02 micron. I believe both are SECCUA mfg.
Conventional Filtration represented Poor Value for the customer
When removed for service,
1, The Clear 10 Magnom cleaned up rather easily, the cleaning was facilitated with first water stream, then high pressure air blast(100 psi)
2, Pressure differential across Magnom was immeasurable, its a great testimonial to the efficiency of the Magnom theory of filtration.
3, I have no improvement suggestions. Filter works very well.”
4, “Marc’s wife has health issues, so the pyrite extraction is vitally important to her.
5, Money spent on Magnom is well worth it and he is very pleased.
He has his university analysing the water to understand what is happening.
When Rich Everittof RKDE Design Was considering his Custom 400 hp Turbo Charged Engine specification for his Super Custom – High Performance R53 Race Mini…
R53 Turbo Charged Race Mini Engine
Having been intimately aware of Magnom’s development and use in ‘Racing’ machines for decades :-
WithFerrari F1, Mercedes AMG F1, RedBull F1, Ducati MotoGP, and a myriad of Super Car and Super Bike teams, along with numerous privateer teams…
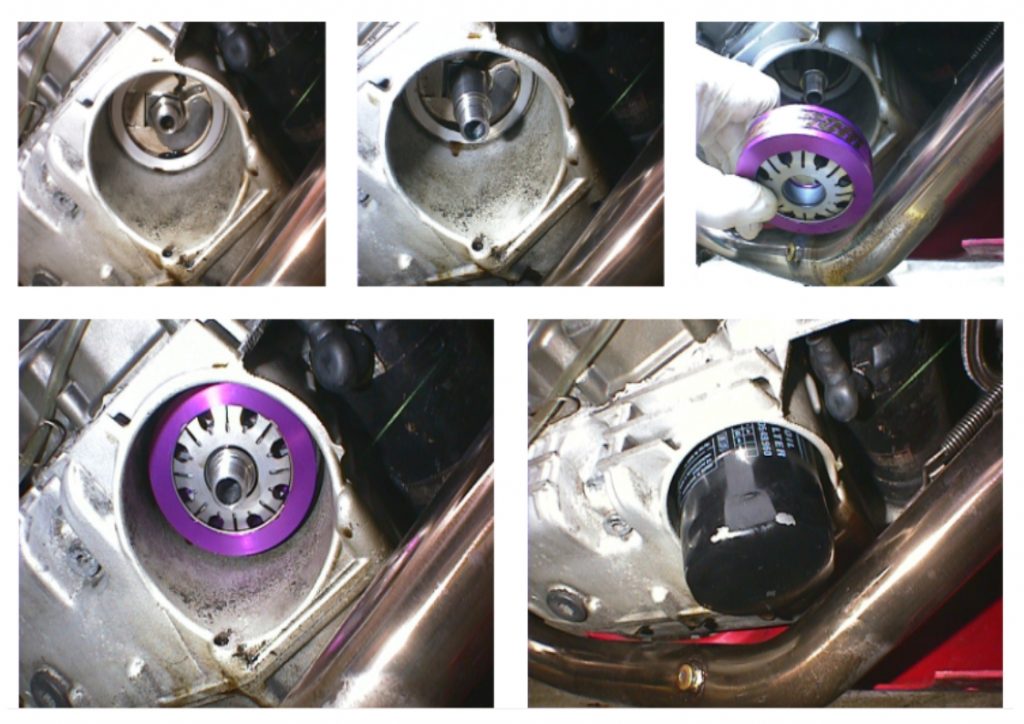
From his wealth of experience with Magnom, he also knew that:- to get the greatest benefit from fitting Magnom to his ludicrously powerful race engine, He needed to apply the Magnom Pre-Oil Pump, using the Magnom PumpMate proposition…
So as to ensure that any damaging debris was removed from the Engines lubrication Oil before it could be consumed by the oil pump. Then travelling onwards to pass straight through the conventional oil filter, and go-on to cause damage to the rest of the highly stressed engine components… thus accelerating catastrophic failure of the engine.
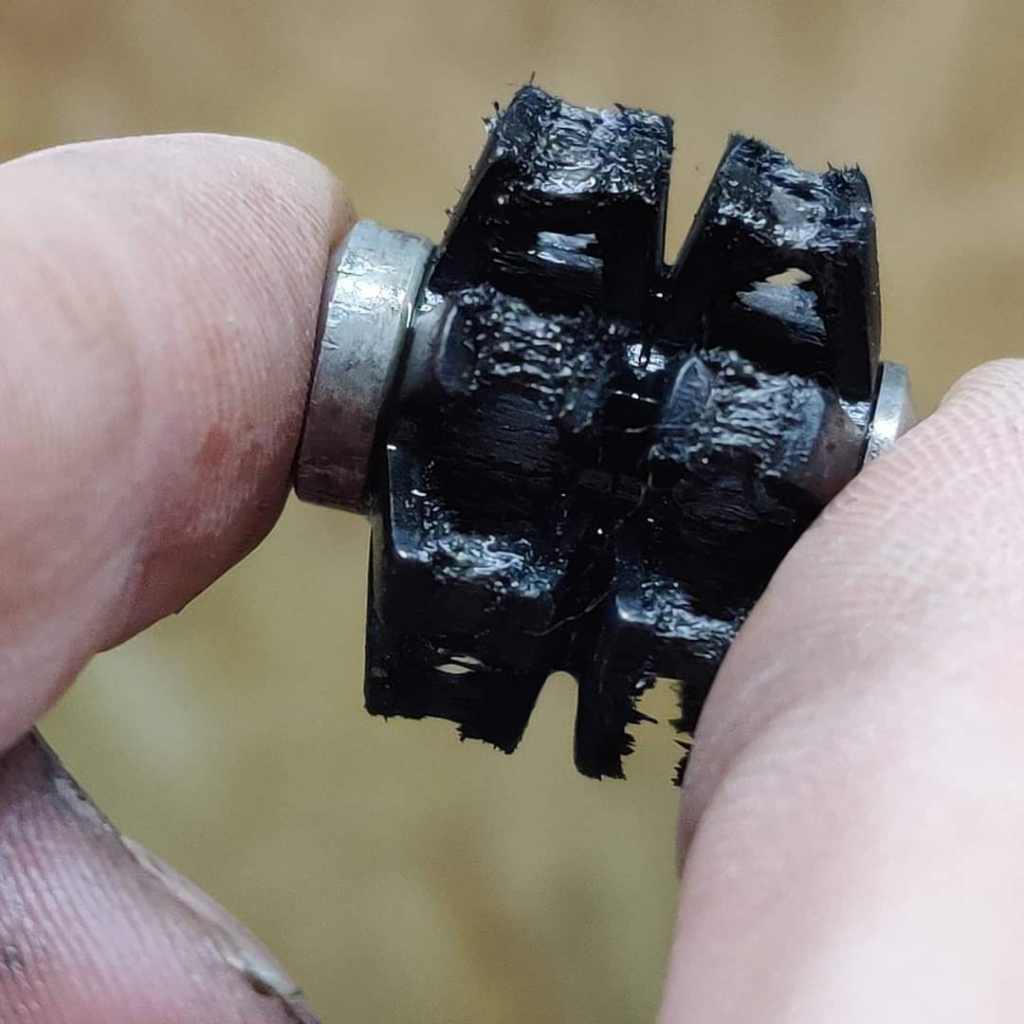
All thisMetal after just 3 Dyno Runs
As you can see from the images… the Magnom “Suction Application” in the pick-up-pipe… developed by Richard Did its job fantastically well… this after just 3 Dyno Runs As it has done for years in F1 and beyond… effectively and efficiently Removing all of the damaging metal particulate and fragments down to sub micron sizes… Single Pass! Not just to a nominal 40 micron size multi-pass, typical with conventional filters
If you are wanting to protect the power units of the Most Advanced Performance Cars, then you Obviously want to use the Most Advanced Oil Filtration Technology.
It is reliably reputed that Buggati are using ‘Magnom Technology’ to protect their critical componentry in their Hyper cars..
And why not?
Even Ferrari F1 Cars – Wind Turbines, benefit from the protection afforded by Magnom Technology,
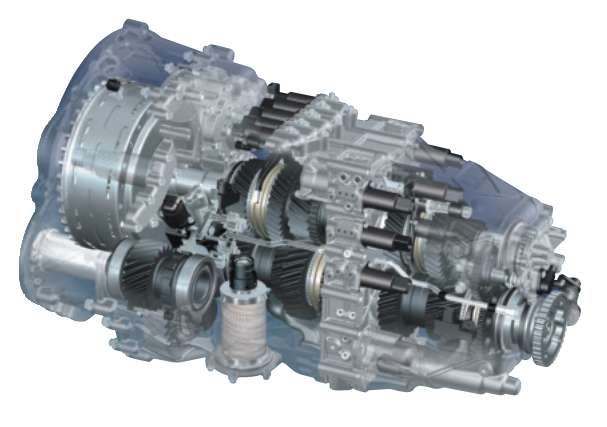
Given Transmission generally have contact and wear surfaces made entirely from steel…
It makes complete sense to use…
The Most Important Magnetic Fluid Cleaning Technology for over 80 Years… to clean and protect them!
The Magnom Technology is now available to everyone… and is used by Manufacturers all over the world, in their :- Trucks, Diggers, Cranes, Marine Equipment, Wind Turbines, Power Stations, Tractors, etc…
You don’t need to be able to afford a Buggati… to buy a Magnom Product, they are low price and very cost effective… often repaying the purchase price within just weeks of use.
The Future of protection for your critical systems… Is Magnom….!
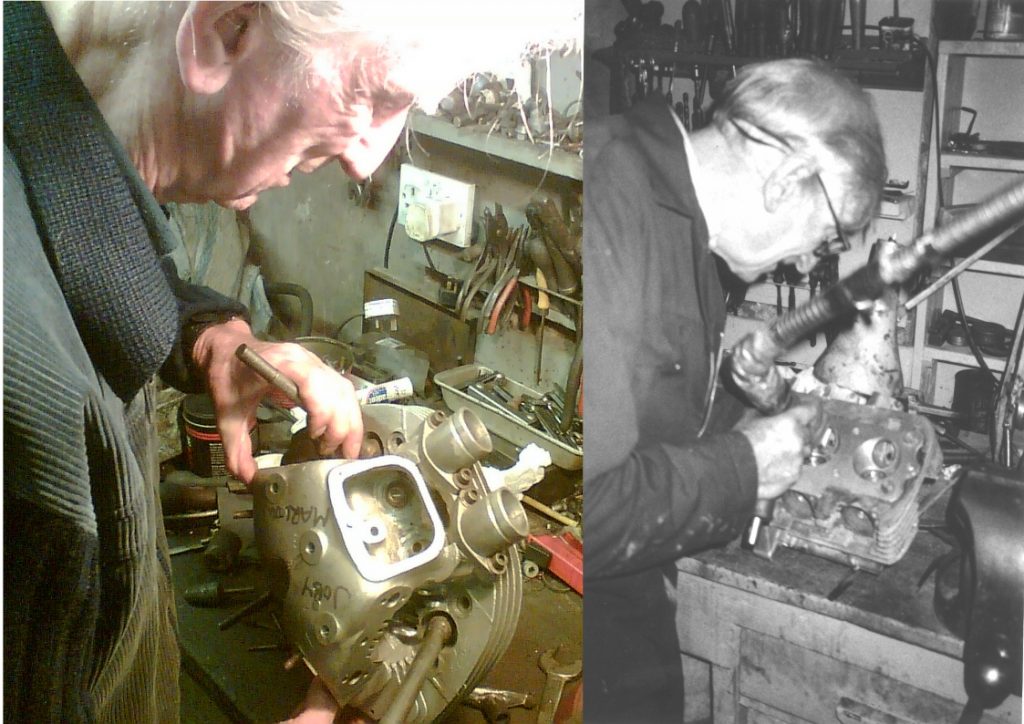
From a humble workshop in Liverpool UK, this unsuspecting Genius Engineer, co-invents a Magnetic Filtration Technology… that ultimately finds its way into Ferrari F1 cars and Ducati MOTO GP Bikes, as well as being fitted new to numerous New OEM Equipment (think…JCB & Volvo) as well as being fitted to :- Nuclear Power Stations & Domestic Central Heating Systems.
Where he loves to be…
At his bench in his workshop, modifying and tuning historic race engines,
Magnom at work in High Performance Motorcycles… again!
Protected from virtually new, this Ducati 916 has now covered some 30,000 miles of hard use,
Serviced regularly, using top quality parts and oils,
The owner confirms that :-
“The bike has had NO replacement parts or engine work what so ever, is mechanically very quiet, and has better compression than when new”
JJ, Ducati owner and racer…
Being an ex motorcycle racer and builder, he believes from experience… That the uncharacteristic, reliability and excellent mechanical condition, can be attributed to good care and the fitment of the ‘Magnom magnetic filter’.
These Desmodronic high performance engines benefit greatly from removal of super hard and super sharp microfine metallic debris that without the Magnom filter, continually circulates around critical system wear surfaces, such as the Desmodronic components
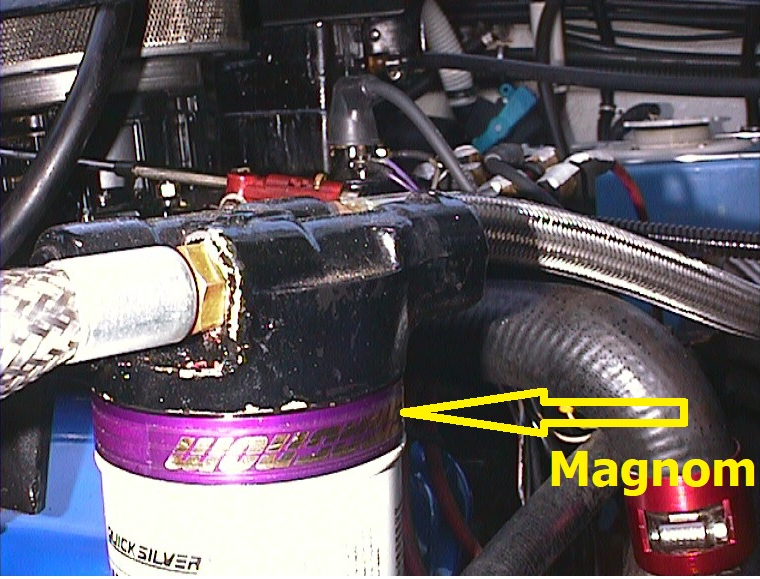
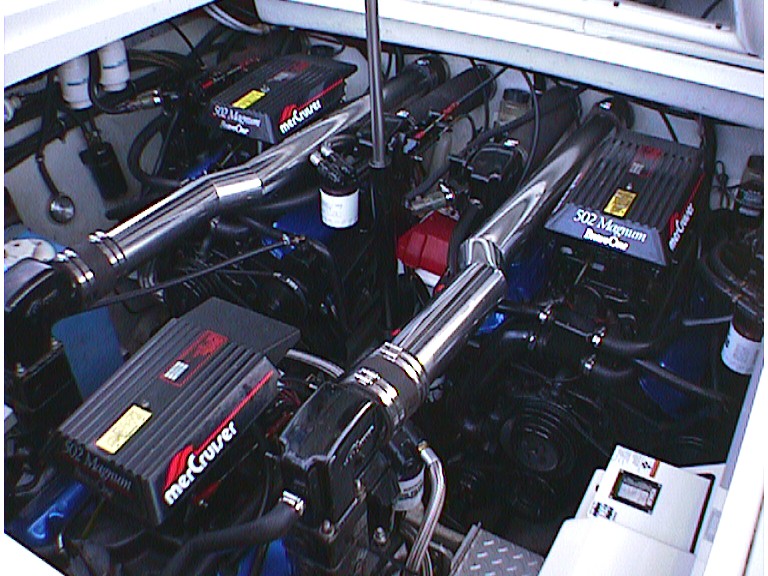
Magnom has a long history of use in high performance applications in marine systems.
Depicted here, Magnom magnetic filters are fitted to and protecting three Mercruiser 502 Magnum Engines in a very high performance craft,
Being in an enclosed engine bay (typical with all marine applications) system repair and removal was difficult to say the least, and indeed expensive, also being in close proximity to each other, the engines did not have ideal cooling space (again typical in marine applications),
The engines experience premature engine wear and tear, despite very high quality components and oils.
The fitting of Magnom magnetic separators, ensures the cleanliness of the high performance oils… of microfine steel and iron particles, generated from stresses components in the systems.
After fitting of the Magnom units to the engines, the recurring issue was resolved, giving the owner & driver/skipper the confidence to run the boat as intended, and the desired reliably, suffice to say the Magnom units quickly paid for themselves over and over.
The use of Magnom filters, was fundamental to the resolution of the plain bearing failure being experienced, the Magnom’s also acted as an early waring indicator, as any shed contamination was visible in the Magnom magnetic filter, during service and oil filter changes…
“We simply fitted the Magnom units and the problems did not return”
Darren D, boat owner….
Darren also commented… It will be obvious to many that, any failures or problems in a boat/marine engine carries more consequences than in say a car or perhaps truck... When it stops, you cant just get out and push...
The price for failure in marine systems, has very high consequential costs, both Human and Financial.
Also repair and replacement of Marine systems be they Engine, Transmission, Hydraulics, Thrusters etc… is considerably more difficult, expensive and complex that say in any vehicle.
So… protecting the reliability, performance and service condition of marine fluid systems is paramount.
Here at Magnom we supply the marine industry… from OEM’s like Mercury, to large working vessels to the sport and leisure users, right though to huge ship systems, and off shore drilling platforms,
“If conventional filtration worked effectively in our our systems, Then industry would not be fitting ‘Magnetic Drain Plugs’ into everything!“
Before quoting for any magnetic separator, it is vitally important for us to understand the application, so as we may offer our customer an optimised Solution , ensuring we deliver performance and value for clients.
We are sometimes asked about specific gauss figures, that is usually an indication that there is a misunderstanding… ‘that Gauss energy’ – Translates into – Efficiency – which is a major mistake.
Frequently, the gauss figure is used/added with little or no real understanding of its meaning.
‘Gauss’ It is a misleading value, that is commonly stated by companies supplying magnetic separators, but it is not about the “Value of Gauss” its how magnetic energy is applied to the solution,
FYI… Gauss is a “centimetre-gram-second” (CGS) unit of measurement of a magnetic field, (FYI…1 gauss = Maxwell per square centimetre).
Gauss values simply add to the confusion… & it is easy to see how damaging particles are washed back into the system… no mater how strong the magnet might be.
For Complete Clarity…
It does not help a purchaser claiming that perhaps
“one Magnetic Separator is stronger than another”.
Its ‘NOT’ about the Power/Strength of the magnet !
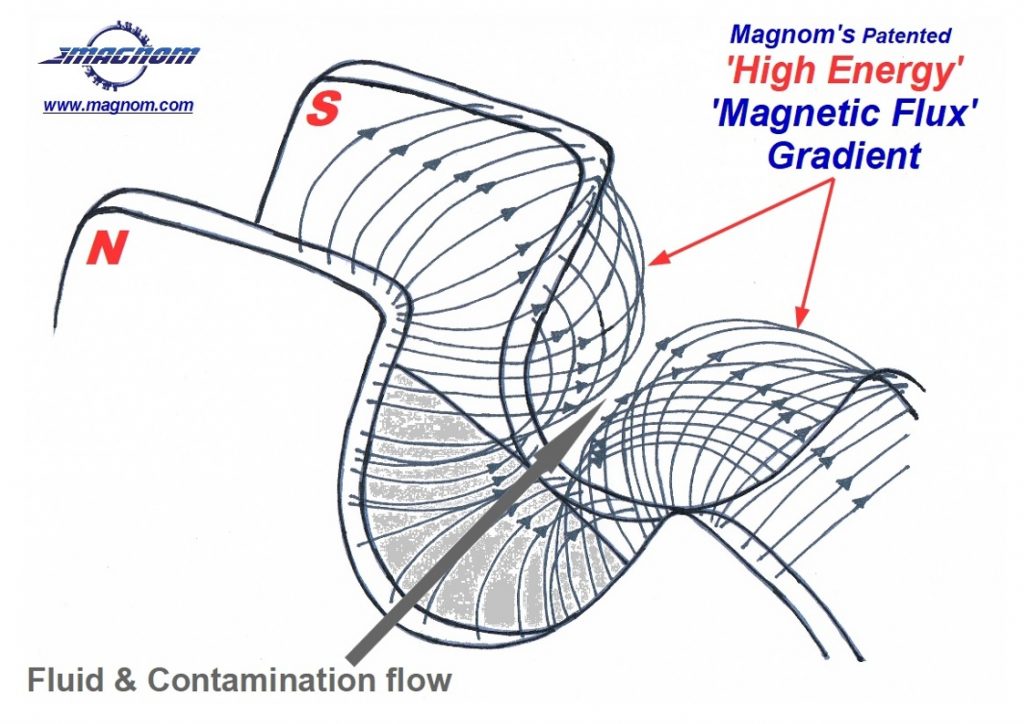
ITS ABOUT THE DESIGN & FUNCTION OF THE MAGNETIC SOLUTION.
MAGNOM DESIGN AND FUNCTION at WORK
Intelligent and Clever design / innovation, means we can achieve FAR greater ‘Filtration efficiency and Particle Retention’… from a magnetic array,
Almost all Magnetic separator suppliers just house various magnets in a void/vessel, in the hope that any magnetisable contaminant gets close enough to the field to be attracted,
However… since these are generally just magnets suspended directly in the flow stream… any contamination is easily washed off…(as per the ‘image #1‘ above).
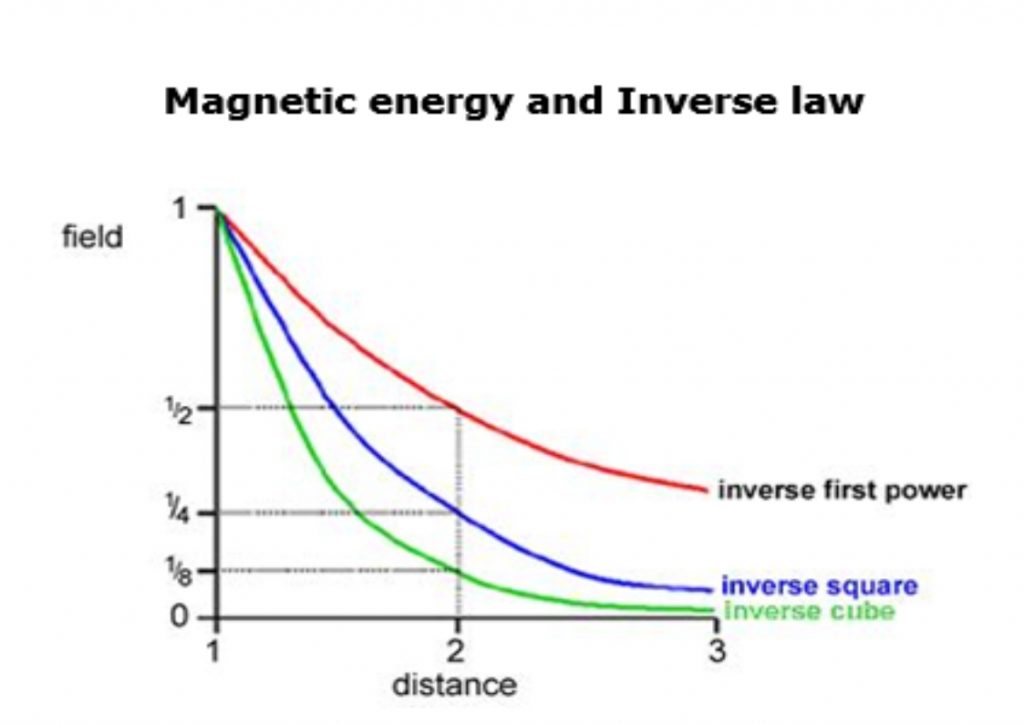
FYI, Magnetic Energy Drops Off By the ‘Inverse of the Cube Law’…
Simply:- A very small distance away from any magnet, the energy drops off massively, NO MATTER HOW STRONG THE MAGNET !
There are several inherent problems with basing magnetic separator purchasing decisions on the ‘gauss’ value alone.
The strongest magnetic fields are some Rare Earth & Superconducting Magnets and are used in both industrial and medical applications.
However, their use in industry is largely inappropriate, due to the high capital cost and environmental issues.
The wide range and varied designs of Magnetic Filters & Separators generally, means that comparing one with another on the basis of magnetic strength alone is in deed flawed and generally impossible.
Regularly, we receive enquires requesting a Magnetic Filter of a specific Gauss/energy, a specific Efficiency, a specific Flow Rate, Physical Size etc…
But this misconception causes inappropriate specification and can present a catastrophic threat to the system.
Magnom Technology was born in the ‘High Performance’ Racing environment,
Its innovation and subsequent creation was necessitated by the need to keep high performance fluid systems ‘Race Engines / Race transmissions / Steering and suspension’, functioning reliably and at peak performance.
The basic mantra being… its not difficult to make race vehicles fast… The difficult bit is “Keeping Them Fast” Reliability of these systems is critical…
To Quote…Sir John Surtees …
“To Finish First!… You first have to Finish”!
So Racers and Engineers ‘Harold Hall’ & ‘Jobey Marlowe’ developed the now widely adopted Magnetic Technology know as “Magnom”… To keep their machines ‘Fast & Reliable’
Here you will see some of the Early Magnom sponsoerd machines and race collaborations… which now extend to Ferrari F1… Mercedes F1… Red Bull F1… Ducati MOTO GP… NASCAR… etc etc etc… as you can see from the links here!… https://magnom.com/2018/05/magnetic-filtration-ferrari-f1-formula-1/
Historic FORD Rally Car Protected & Sponsored By Magnom… Driven By Russ Collins, in partnership with Ford SVO FMCUK
Race Technology that is now present in everything from the mundane to the exotic (From Domestic heating systems to Formula 1 cars).
Andy Miley… IOM TT CBR 600… Protected and Sponsored by Magnom
Magnom in partnership with Repsol Honda Team, Protected and sponsored by Magnom
The filtration industry and technology had not changed for some 80 years… and then, MAGNOM!
The two engineers felt that… if there was no advancement in filtration products technology, that could deliver the technical improvement required for critical and high performance system, then they would need to develop a solution them selves… a product/device that wouldbe a ‘significant improvement’ over existing filters, i.e. not just try to sieve any particulate handicap’d and limited by contaminant size (the inherent problem with traditional filtration), but change historic performance limitations & expectations, and remove the greatest threat to the system ‘ABSOLUTELY’ down to Sub-Micron levels… and not restrict or Impede fluid flow… even when full!… A Big Ask!
FMC Rally Car in Magnom Livery
Honda in Magnom Livery
Hense Magnom!
It was very obvious to the engineers (and most if not all engineers) that the greatest threat to any system is Super Hard, Super Sharp, Steel particles in the Fluids/Oli’s, generated from the contact surfaces within mechanical systems… generally smaller in particle size that the pores of conventional filters.
Obvious really when you consider all of those magnetic drain plugs compulsorily fitted/used in our mechanical systems… of all types and sizes… being fitted to systems for decades.
Think About it!
After all… If the conventional filtration was doing the job we want it to do… these magnetic plugs would not be needed? But they have and are being used on our systems to this day… because conventional filters cant remove the metal contamination causing all of our issues,
And even if conventional filters could stand any chance of addressing the issue, They are and would be to restrictive to fluid flow, too large in size…(and extremely expensive).
Reliable Rally Performance, protected by Magnom
Stat Line / Magnom Protection helped ensure a strong finish!
Andy on his way to a record 107mph lap of the TT
Steph with the Repsol Team
That’s Why! Magnom is the most advanced technology to enter the fluid and filtration market for over 80 years…
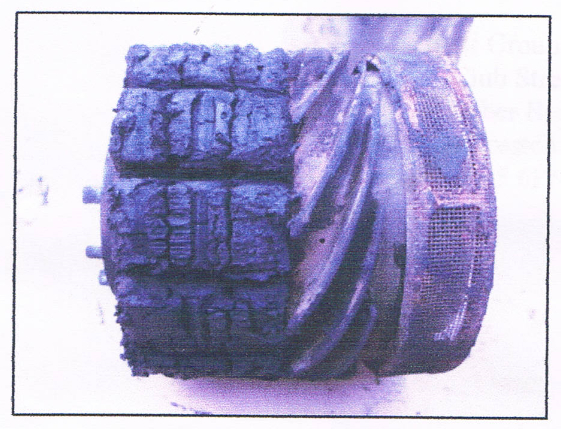
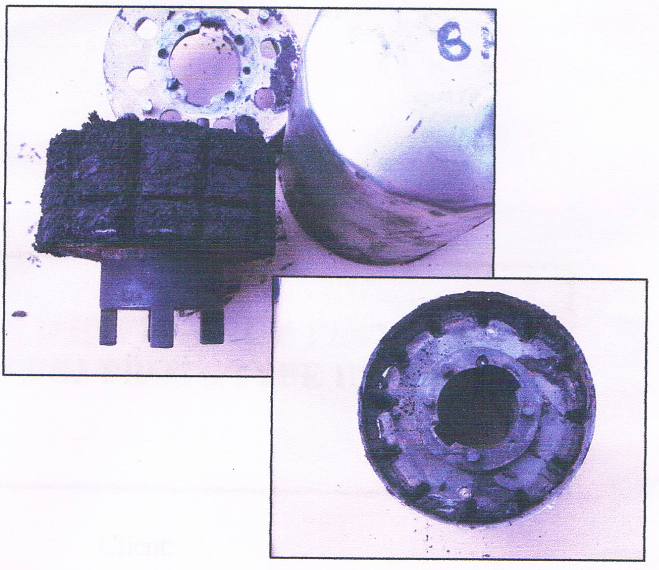
Independently tested Magnom core technology, to validate the technologies capability with Black Powder Removal (Magnetite/Ferrous Oxide) from wetted systems,
The results were far and beyond expectation, the Magnom magnetic technology removing all of the microfine Magnetite particulate that was presented to the magnetic core technology.
As you can see from the test images, the Magnom packed the microfine particulate into its magnetic traps, leaving the flow apertures clean and clear, without obstruction to flow.
The surprising aspect with this magnetic technology is…
Its not until the products have been used/tested/evaluated by customers and end users… that it is appreciated just how much damage and added cost this material adds to our systems… until its removed efficiently and effectively by Magnom products.
” We constantly hear users saying… ‘I/we had no idea this metal was circulating in the systems… until we saw it in the Magnom magnetic core’ Its just that
1, it was left in circulation by current/conventional filtration
2, We were never able to see it, removed from the systems before.
Such are the limitations of Conventional sieve filtration“